关键词:高频感应加热 薄板试样 点焊热电偶感应平板线圈
引言
模仿、改进薄板热处理的温度工艺曲线,往往须要对单片薄板试样经由过程模仿装配来进行模仿实验。根据宝钢用户的请求研制了一套集计算机、电气、氛围和机械于一体的,由计算机对薄板温度工艺曲线进行主动控制的高频感应加热实验装配,其总框图如图1 所示。当试样安装好并经由氮气驱赶氧气充保护气体后,该装配在计算机指令下可主动完成全工艺流程控制,并进行参数显示和记录(打印)。也可以人工干涉,并自由修改或形成多种工艺流程。
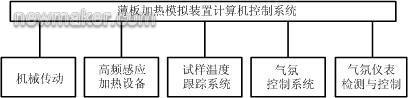
图1 高频感应加热实验装配总框图
本文将侧重评论辩论薄板试样的高频感应加热与温度测量的问题。被加热薄板试样的尺寸为50×200×1.5 ㎜阁下。薄板试样请求加热平均,在试样的中心段要有一段100mm 均热区,温度的波动应≤7℃。
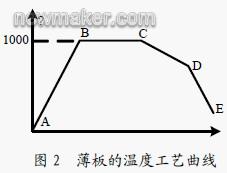
薄板的温度工艺曲线如图2 所示。加热保温段A-B-C 薄板的最高温度是1000℃,大年夜室温到最高温度平均升温速度为0~40℃/s。冷却段C-D-E 平均冷却速度为5~50℃/s。根据薄板试样温度曲线的请求来看,要实现快速升温速度与降温速度,加热装配是最为关键的部分。
1 薄板试样的高频感应加热
金属薄板采取高频感应加热可达到快速升温的目标,并起到透热式加热的效不雅。
试样的加热可以应用横向磁场感应加热的办法。但要确切求出薄板工件的等效电阻表达式是比较艰苦的,因为在薄板上的电流畅路很复杂,并且等效电阻的大年夜小与工件和感应线圈之间的气隙有关,故工程上常用近似公式来表示薄板工件的等效电阻。
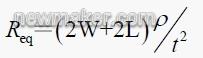
式中,Req为加热试样的等效电阻,W 为薄板的宽度,L 表示感应线圈的长度,ρ 表示工件的电阻率,t 表示薄板的厚度。其加热效力可以表示为
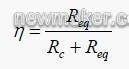
式中,Rc为线圈电阻。
因为金属工件自成回路,故在横截面内产生感应电流If,其数值取决于感应电动势e及涡流回路的阻抗z
式中:E—感应电动势e 的有效值(V);
R—涡流回路内的电阻(Ω);
X—涡流回路内的感抗(Ω);
因为z 值很小,涡流If可以达到很高的数值,因而能在极短的时光里把试样加热到很高的温度。
经以上分析,对高频感应加热装配的加热功率、振荡频率、感应加热线圈的构造情势、线圈与加热试样的间隙大年夜小等参数进行了合理的设计,达到了试样整体快速加热的请求。根据不合试样降温曲线和试样特点,可以经由过程改变高频感应加热线圈的功率来降温冷却。也可进一步将试样移动到加热线圈外,经由过程冷却喷嘴喷氮气来实现更快速的降温冷却。
2 黄慎之,费灵敏,俞鸿毅.智能仪表通信与计算机及时治理.电气主动化(增刊),1997
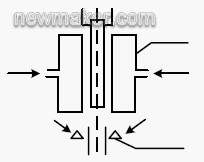
热处理高频感应加热装配,感应加热线圈与加热工件之间一般的距离在几个毫米之内。实践证实,过大年夜的间隙是达不到快速加热请求的。然而因为加热装配中夹持薄板试样的传动杆长度约1.2m,直径约4cm,如不雅要让传动试样杆穿过加热线圈,加热线圈至少要有让试样传动杆经由过程的内空间,这与薄板试样快速加热,减小加热线圈内空间的请求显然是抵触的。为此设计了试样传动杆与平板加热线圈呈轴偏爱的构造(此构造的设计已获得国度专利),具体构造如图3 所示。

图3 试样传动杆与平板加热线圈呈轴偏爱的构造示意图
加热线圈设计成平板开口式,两平板的间隙可减小为11-15.5 ㎜。设计时推敲到在大年夜电流强电场的感化下,薄板试样快速加热的曲折变形,为避免试样与加热平板线圈短路,在加热平板的两边贴上了耐高温的微晶玻璃条。
试样传动杆与平板加热线圈呈轴偏爱的构造,是薄板加热装配中最为关键的部分。确切解决了几个关键性的问题。
起首,试样的快速加热获得了包管。因为此构造大年夜大年夜缩小平板加热线圈之间的距离。
其次,试样的快速冷却也获得了包管。这一构造使得冷却喷嘴与试样之间的距离可以很小。如许可以加强喷嘴冷却的效不雅。
最后,应用到其它方面,如热镀锌模仿装配中,气刀也可以靠得很近。其示意图如图4 所示。这种构造对气刀角度等参数的调剂和喷吹压力的减小等诸多身分的解决都是有利的。
在高频感应加热中,平日采取红外(光导纤维传感器)定点测温的办法测量被加热体的温度。然则对于一个移动体的温度测量就存在艰苦。如薄板试样整体加热后移动到冷却喷嘴处,或者还要移动到锌锅镀锌,这就须要对试样的温度进行持续的检测。为了能精确测量移动加热薄板的┞锋实温度,独一的办法就是把热电偶与加热试样点焊起来,以此解决加热试样持续跟踪的测温问题。
2.1 测温热电偶
因为试样的测温范围≤1000℃,故采取了输出热电势较大年夜、价格较便宜的k 型热电偶。热电偶丝的粗细对测温的热惰性有必定的影响,故以细者为佳。但在知足了测温响应的前提下,推敲到偶丝需有必定的强度,以知足热电偶点焊及试样安装便利的请求,故选用直径为0.5 ㎜的偶丝较为合适。
热电偶与试样外面平日采取电容储能焊接法。点焊时必定要把偶丝与试样的接触面压紧才能焊得牢。如图5 所示可采取偶丝与试样平行点焊的办法。该法经多次反复加热实验,不仅热电偶丝强度和焊接岛裎度,并且被点焊热电偶的测温快速性等均能知足请求,效不雅很好。

图4 冷却喷嘴与气刀
2 薄板加热的温度检测
因为点焊在试样上的热电偶直接收到高频感应强磁场的感化,如图3 所示,点焊在试样上的热电偶同样也会产生高频感应电动势,感应电动势的值为
e = -dφ/dt
这里所产生的感应电势是很大年夜的交换电势,而我们须要测量的热电偶旌旗灯号的是一个小很多的直流电平旌旗灯号,对于已定的热电偶,当其参考端温度 T0 恒准时, e
ab (T0)为一常数,则热电动势Eab(T, T0)仅是测量端温度T 的函数,即

所以薄板试样上点焊的热电偶在高频感应加热的感化下,热电偶上测到的旌旗灯号是由两部分叠加而成的,即

热电偶上远弘远年夜于直流电平的高频感应电势根本上把须要的直流电平旌旗灯号给吞没了,如不雅对加热试样测量端没有优胜接地的话,则将在热电偶输出端感应出异常大年夜的干扰电压,我们检测到的热电偶输出旌旗灯号实际上就是热电偶两个电极在强磁场感化下的感应电势,用万用表交换档检测时竟大年夜于500VAC,两输出端短路时会产生强烈的火花。所以有须要将这个很大年夜的感应电势(干扰旌旗灯号)给樊篱掉落。
为此,对热电偶采取了一系列的抗干扰办法。
① 热电偶测量端接地。具体的做法是:把加热试样和试样传动杆优胜地接触在一路并固定,然后把试样传动杆靠得住接地。如许和试样点焊在一路的热电偶也同时接地,包管热电偶的测量端对地处于同一登基。这在诸多抗干扰办法中是最有效的。
② 因为与试样点焊在一路的热电偶输出端的引出线是大年夜空心的试样传动杆中引出,而试样传动杆又是接地的,大年夜而使热电偶引出线获得了樊篱。采取了如许的办法后,热电偶测温中的干扰大年夜为改良。特别要强调的是,高频感应加热装配必须要有优胜的接地,且接地电阻小于4Ω。
3 试样加热实验及分析
实验结不雅注解,采取了以上办法后所得的试样薄板实际加热曲线与所请求的加热工艺曲线图根本吻合,滑腻并且没有毛刺,如图6 所示。
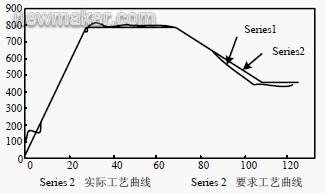
图6 实测和请求的加热工艺曲线
由图6 可以清跋扈地看到,试样加热到800℃仅用了20 多秒,知足了快速性的请求;纵不雅曲线的升温、保温、降温过程,曲线滑腻且没有一点毛刺,注解已经把干扰完全克制了。
4 停止语
图5 热电偶平行点焊示意图2.2 热电偶的抗干扰办法
由工业PC、可编程控制器YS-170、高频感应加热设备、热电偶等构成的薄板加热温度控制体系已应用于宝钢。经实际运行考验解释,在感应加热的试样上点焊热电偶测温以及控温体系对高频感应加热设备的主动控制是有效的,其快速性、精确性知足了工艺实验的请求。同时注解:
① 高频感应加热平板线圈同试样传动杆呈轴偏爱的构造,包管了试样传动杆不经由过程加热平板线圈,大年夜而使两块加热平板之间的距离与试样传动杆的直径粗细无关,满足了试样快速加热的前提和请求。
摘 要:对薄板试样高频感应加热设计了试样与平板加热线圈呈轴偏爱的构造,采取在试样上点焊热电偶测量温度,并对试样靠得住接地,以解决薄板试样加热快速性和测温的精确性,并克服强磁场的干扰。
② 对活动的加热物体可采取在加热体上点焊热电偶的办法测温;而对加热体的优胜接地是点焊热电偶测温中抗高频干扰最有效的办法。
参考文献
1 黄慎之,费灵敏,俞鸿毅.高频感应加热装配
沃森仪表对薄板加热的温度测量与控制.首届全国热处理主动化学术年会,1996
3 黄慎之,郑捷,费灵敏.用于高频感应加热设备的主动控制及体系模仿调试的一种办法.1998 工业仪表与主动化学术会群情文集(end)