图1、粘度传感器的工作状况图2所示是用于检测机床加工速度和地位的光电编码传感器,简称编码器。它是一种经由过程光电转换将输出轴上的机械5蔽位移量转换成脉冲或数字量的传感器。这是今朝应用最多的传感器,光电编码器是由光栅盘和光电检测装配构成。光栅盘是在必定直径的圆板上等分地开通若干个长方形孔。因为光电码盘与电念头同轴,电念头扭转时,光栅盘与电念头同速扭转,经发光二极管等电子元件构成的检测装配检测输出若干脉冲旌旗灯号,其道理示意图如图3所示,经由过程计算每秒光电编码器输出脉冲的个数就能反竽暌钩当前机床传动电念头的转速。
在机械制造中的应用,高品德传感器的重要特点表现为:
*寿命长,靠得住性高,抗干扰才能强;
*知足精度和速度请求;
*应用保护便利,合适机床运行情况;
*成本低;
*便于与计算机联接。
切削过程和机床运行过程的传感技巧
切削过程传感检测的目标在于优化切削过程的临盆率、制造成本或(金属)材料的切草率等。切削过程传感检测的目标有切削过程的切削力及其变更、切削过程颤震、刀具与工件的接触和切削时切屑的状况及切削过程辨识等,而最重要的传感参数有切削力、切削过程振动、切削过程声发射、切削过程电机的功率等。
对于机床的运行来讲,重要的传感检测目标有驱动体系、轴承与反转展转体系、温度的监测与控制及安然性等,其传感参数有机床的故障停机时光、被加工件的外面粗拙度和加工精度、功率、机床状况邮攀冷却润滑液的流量等。
图1所示是采取声波道理制成的┞烦度传感器,用于及时在线检测重要机床的冷却润滑液粘度,以确保加工品德。声波在介质中传播时,能量的衰减决定于声波的扩散、散射和接收。在幻想介质中,声波的衰减仅来自于声波的扩散,即随声波传播距离增长而引起声能的减弱。是以,当声波经由过程不合粘度的冷却润滑液时,声波能量的衰减就可以定性表示为粘度的直接变更。


图2、光电编码传感器
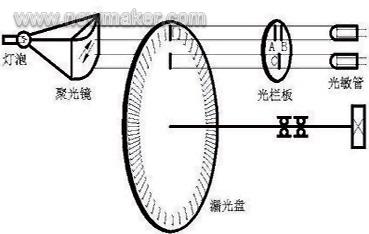
图3、光电编码器道理
工件的过程传感
与刀具和机床的过程监督技巧比拟,工件的过程监督是研究和应用得更早、更多。它们多半以工件加工质量控制为目标。20世纪80年代以来,工件辨认和工件安装位姿监督请求也提到日程上来。
粗略地讲,工序辨认是为辨识所履行的加工工序是否是工(零)件加工请求的工序;工件辨认是辨识送入机床待加工的工件或者毛坯是否是请求加工的工件或毛坯,同时还请求辨识工件安装的位姿是否相符工艺规程请求。
此外 还可以应用工件辨认和工件安装监督传感待加工毛坯或工件的加工裕量和外面缺点。完成这些辨认与监督将采取或开辟很多传感器,如基于TV或CCD的机械视觉传感器、激光外面粗拙度传感体系等。
图4是美国AB公司的ColorSight_9000系列色彩传感器,它具有自进修功能,能主动辨认工件的色彩。色彩传感器重要用来辨认色彩,也就是用来断定工件被检测到的色彩与所期望的色彩是否一致。色彩传感器可以大年夜致知道所测色彩的色度等,但并不像分光器那样可用于测量色度的绝对值。色彩传感器的构造重要包含光电二极管与彩色滤光器。其工作道理是,经由过程彩色滤光器将所测得的色彩分化成RGB值,然后经由过程光电二极管分别检测各色的强度。因为色彩传感器具有色彩辨认功能,所以设备厂商可以将其应用到各类各样的应用中,包含机械制造行业。只如果与色彩相干的行业,都可以推敲使悠揭捉色传感器。对于设备商来说,这一情况也意味着他们拥有更多的机会。只要应用合适,就有可能临盆出匪夷所思的产品。甚至,只需设备商的一个构思,色彩传感器就有可能成为产品差别化的关键地点。
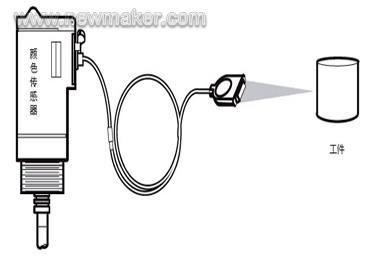
图4、机床加工用的色彩传感器
除了色彩传感器外,视觉传感器是应用较多的一种,图5所示为机床加工应用中的视觉传感器。

图5、工作中的视觉传感器
大年夜道理上来说,视觉传感器具有大年夜一整幅图像捕获光线的数以千计的像素,其图像的清楚和细腻程度平日用分辨率来衡量,以像素数量表示,比如Banner工程公司供给的部分视觉传感器可以或许捕获130万像素。是以,无论距离目标数米或数厘米远,传感器都能“看到”十分细腻的目标图像。
在机
沃森仪表械制造中,传感器技巧是实现测试与主动控制的重要环节。在机械制造测试体系中,被作为一次仪表定位,其重要特点是能精确传递和检测出某一形态的信息,并将其转换成另一形态的信息。具体地说,传感器是指那些对被测对象的某一肯定的信息具有感触感染(或响应)与检出功能,并使之按照必定规律转换成与之对应的可输出旌旗灯号的元器件或装配。如不雅没有传感器对被测的原始信息进行精确靠得住的捕获和转换,一切精确的测试与控制都将无法实现;即使最现代化的电子计算机,没有精确的信息(或转换靠得住的数据)、不掉真的输入,也将无法充分发挥其应有的感化。
在捕获图像之后,视觉传感器将其与内存中存储的基准图像进行比较,以做出分析。例如,若视觉传感器被设定为辨别精确地插有八颗螺栓的机械部件,则传感器知道应当拒收只有七颗螺栓的部件,或者螺栓未对准的部件。此外,无论该机械部件位于视场中的哪个地位,无论该部件是否在360度范围内扭转,视觉传感器都能做出断定。
在机械制造中,复杂的视觉体系是一项成熟的技巧,它可履行过细的主动考验。与光电传感器比拟,视觉传感器付与机械设计者更大年夜的灵活性。以往须要多个光电传感器的应用,如今可以用一个视觉传感器来考验多项特点。视觉传感器可以或许考验大年夜得多的面积,并实现了机械制造中更佳的目标地位和偏向灵活性,这使视觉传感器在某些本来只有依附光电传感器才能解决的应用中受到广泛迎接。在传统上,这些应用还须要昂贵的配件,以及可以或许确保目标物体始终以同一地位和姿势出现的精确活动控制。
刀具或砂轮的检测传感
切削与磨削过程是重要的材料切除过程。刀具与砂轮磨损到必定限度(按磨钝标准剖断)或出现破损(破损、崩刃、烧伤、塑变或卷刀的总称),使它们掉却缧磨削才能或无法包管加工精度和加工外面完全性时,称为刀具/砂轮掉效。工业统计证实,刀具掉效是引起机床故障停机的重要身分,由其引起的停机时光┞芳NC类机床的总停机时光的1/5至1/3。此外,它还可能激发设备或人身安然变乱,甚至是重大年夜变乱。
以某刀具传感器及其应用体系为例,切削加工过程中刀具所受的负载与很多身分有关,根据在线检测的请求,仅推敲几个较大年夜的影响身分,即主轴转速、进给速度、切削深度、加工材料的切削机能等多个身分,经由过程刀具负载的模型即可测算出该刀具的寿命及磨损程度。(end)